- Описание
- Технология
применения
- Конструирование
литниковых систем
- Применения
фильтров на алюминиевых сплавах
- Опыт
применения
- Стоимость
Особенности использования использования фильтров
на основе стеклоткани со специальным покрытием при изготовлении
отливок из алюминиевых сплавов марки ФЭА (ТУ BY 590339385.001-2005)
Использование в качестве фильтрующих элементов для реализации технологии
тонкой очистки сплавов цветных металлов в литниковых системах литейных
форм материала с основой в виде стеклоткани со специальным покрытием,
придающим фильтру жесткость и высокую температуростойкость, предопределяется
следующими преимуществами:
- простота в технологии использования ( незначительные изменения
в литниковой системе),
- малая стоимость ( по-сравнению с керамикой),
- возможность модифицирующего воздействия на расплав металла
путем применения в пропиточном составе покрытия специальных компонентов,
- легкое удаление отработавшего фильтра,
- отсутствие вредных составляющих элементов в материалах фильтра,
отрицательно влияющих на проведение финишных операций получения
отливок и в процессе переплава литейного возврата.
Технические характеристики фильтра марки ФЭА:
- тип фильтруемого сплава - алюминий и сплавы на его основе,
- рабочая температура - до 760°С,
- размер фильтрующей ячейки -1,0х1,0 мм; 1,5х1,5 мм; 2,0х2,0
мм,
- толщина фильтра 0,8-1,3 мм,
- геометрические размеры: прямоугольная форма со сторонами от
50 до 800 мм, возможна поставка фильтровального полотна шириной
0,8 м длиной до 50 м.
Выбор конкретного типоразмера фильтра зависит от следующих факторов:
вида и марки сплава, химсостава сплава и степени его "загрязненности",
технологии плавки и внепечной обработки , металлоемкости формы и
весовой скорости заливки.
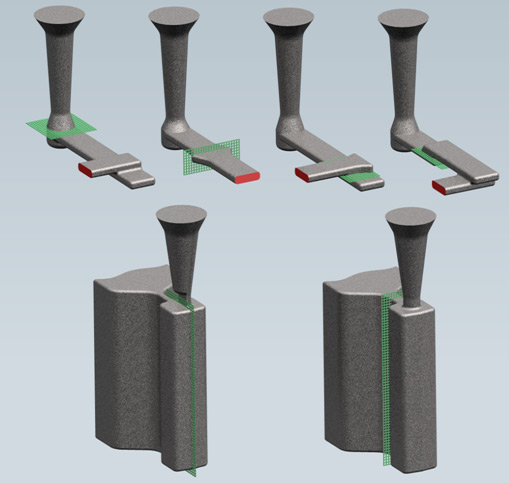
Принципиальные схемы установок фильтров ФЭА в литниковых системах
при литье в песчано-глинистые и металлические формы изображены на
рисунке.
Для получения максимального эффекта от использования данного типа
фильтра необходимо придерживаться следующих основных правил при
проектировании конструкций литниковых систем:
- Расположение фильтра - по возможности максимально приближенное
к телу отливки .
- Дросселирующее сечение ( сумма площадей сечений) литниковой
системы должно располагаться за фильтром.
- Для точной фиксации фильтра при сборке полуформ и исключения
прорыва металла по разъему при заливке рекомендуется оформление
знаковой части под фильтр в виде рамки толщиной 1.2 - 1.5 мм.
- Перед фильтром рекомендуется установка специального шлакосборника
( коробчатого типа) с целью предотвращения закупорки ячеек фильтра
неметаллическими включениями для литья крупных отливок.
- При превышении длины стороны фильтра более 150мм, для исключения
его прогиба, рекомендуется оформлять опорный выступ в нижней части
металлоприемника для форм с горизонтальным разъемом.
Схемы установок сетчатых фильтров на основе стеклоткани со специальным
покрытием марки ФЭА (литниковые системы для отливок в песчано-глинистых
формах с горизонтальным разъемом и в кокильном литье отливок с вертикальным
разъемом):
|

