- Описание
- Технология
применения
- Конструирование
литниковых систем
- Применения
фильтров на алюминиевых сплавах
- Опыт
применения
- Стоимость
Конструирование литниковых систем с элементами
тонкой фильтрации металла.
Установка фильтрующего элемента на основе стеклоткани со специальным
покрытием рекомендуется в разъеме полуформ между заливочной чашей
и дросселем литниковой системы. Дроссель (гидравлический затвор)
- элемент литниковой системы, расположенный в нижней полуформе,
через который проходит весь объем жидкого металла, заливаемого в
форму. Площадь сечения (сумма сечений) дросселя является минимальной
по отношению ко всем остальным элементам. Площадь сечения дросселя
рассчитывается исходя из металлоемкости формы по формуле:
F др. = М / К, см2, где
М - весовая скорость заливки формы, кг/с,
К - удельный коэффициент заполнения формы, находящийся в пределах
от 0,5 до 0,8 кг/ с • см2.
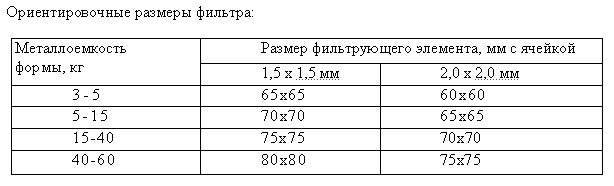
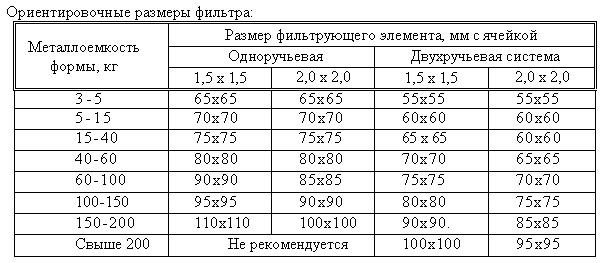
Размер используемого фильтра по своему контуру должен быть на 10-15мм
больше, по сравнению, с его рабочей, контактирующей с жидким металлом,
поверхностью. Это перекрытие необходимо для плотной фиксации фильтрующего
элемента в разъеме формы.
Основные варианты установки фильтрующего элемента:
- под стояком,
- в месте перехода шлаковика коробчатого типа из верхней полуформы
в нижнюю при одностороннем и двустороннем питании отливок,
- в центробежном шлакоуловителе.
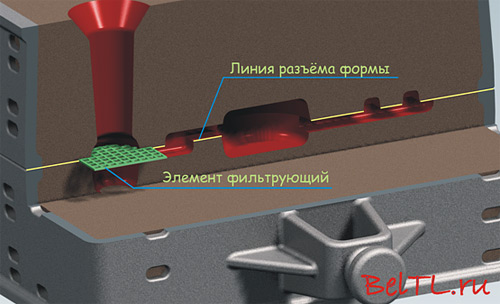
Вариант 1. Установки фильтрующего элемента под стояком.
Установка фильтра под стояком рекомендуется для форм с металлоемкостью
до 60 кг и продолжительностью заливки до 20 секунд.
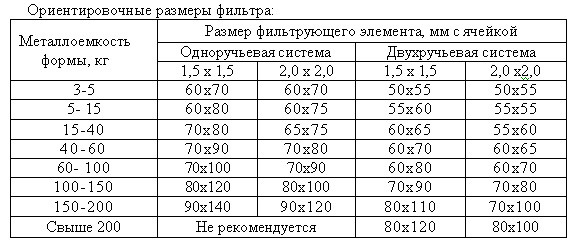
Вариант 2.
При использовании в качестве шлакоуловителя металлоприемников коробчатого
типа с одноручьевой (один фильтр) и двухручьевой (два фильтра) системами
питания отливок поступление отфильтрованного металла в отливку обеспечивается
только через нижний питатель. При этом верхняя половина металлоприемника
служит в качестве сборника шлаковых и неметаллических включений.
Рекомендуется, по возможности, верхнюю половину металлоприемника
оформлять с тупиковым ходом, что позволяет потоку металла смывать
с поверхности фильтра шлаковые включения в тупик, повышая его пропускную
способность.
Вариант 3.
При установке фильтра на основе стеклоткани в центробежном шлакоуловителе
достигается наиболее высокая степень очистки расплава металла (рис.3).
Центробежный шлакоуловитель представляет собой металлоприемник цилиндрической
формы, в котором прямолинейное движение металла переходит во вращательное.
Благодаря образованию центробежных сил, шлаки, как более легкие
включения, смываются с поверхности фильтра, отбрасываются к центру
и всплывают, что позволяет не только эффективно очищать металл,
но и держать поверхность фильтра достаточно чистой на протяжении
всего времени заливки формы.
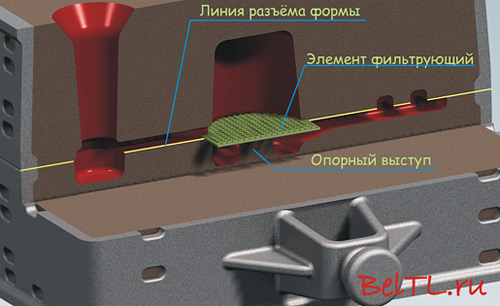
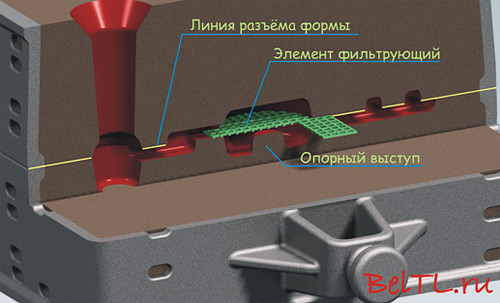
При превышении длины стороны фильтра более 100 мм, для исключения
его прогиба и обрыва, рекомендуется оформлять опорный выступ в нижней
части металлоприемника шлакоуловителя.
С целью исключения прорыва металла по разъему формы рекомендуется
устанавливать фильтрующий элемент в специально оформленную знаковую
часть в нижней полуформе в виде рамки толщиной 1,0 - 1,5 мм.
При установке фильтров на основе стеклоткани в литниковую систему
не допускается:
- проникание фильтра на основе стеклоткани в полость отливки,
- сдвиг фильтра с установленного места при спаривании верхней
и нижней полуформ,
- установку фильтра под гидравлическим затвором,
- провисание фильтра и его контакт с дном гидравлического затвора.
Максимально допустимая глубина провисания фильтра при его установке
в полуформу низа не должна превышать 5 мм.
|

